
据凯盟小编了解,新的不锈钢电解抛光液在电解抛光工件时加入某酸对工件抛光的效果有很大的影响,于是凯盟研发不锈钢电解抛光液的技术员决定探究一下新电解液进行电解抛光(文中例子工件为不锈铁420刀片),探究添加凯盟某酸的多少对工件电解抛光的效果是较好的。
试验目的
探究新电解抛光液添加凯盟某酸的多少对420不锈铁刀片的电解抛光效果较好。
试验材料
420不锈铁刀片若干、电解抛光液、某酸
试验过程
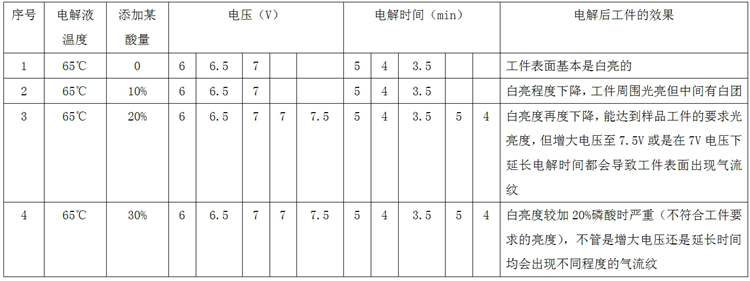
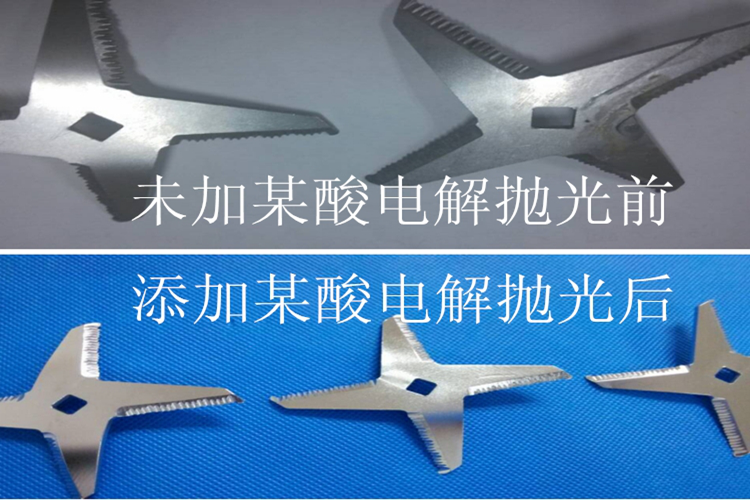
电解抛光效果图(对比添加20%的某酸电解抛光后的刀片)
试验分析
对于没有经过老化的新不锈钢电解抛光液,在刚使用时可以向其添加20%的某酸,以使工件在电解过程中不会出现过腐蚀的现象。在电解液温度不变的情况下,要掌控好电压和时间。电压过高时,会使电流密度增大,阳极氧气析出过多,难以形成致密的氧化膜或稳定的黏膜,电化学反应剧烈,容易产生腐蚀和条纹。电压过低时,电流密度下降,阳极一直处于溶解的状态,也是不能提高金属表面的光洁度的。从试验中得知,向新电解液中添加20%的某酸电解出来的工件效果是较好的,所以控制好电解抛光液中酸的比例很重要。
>>> 点击“产品中心”了解更多产品内容
凯盟公司十多年来一直专注于不锈钢钝化和抛光技术的开发及生产,如有需要
欢迎联系在线咨询,我们提供免费的样品和技术指导。文章版权属凯盟公司,转载请写明出处,谢谢

不锈钢循环管道怎么进行酸洗钝化处理工艺

316不锈钢电子元器件电解抛光解决方案

304不锈钢音响网片电解抛光解决方案




