

420不锈铁钉子钝化处理过后能达48小时盐雾测试

不锈钢酸洗钝化液

环保不锈钢钝化液
 电话:0769-87633321
电话:0769-87633321 304不锈钢钢管,产品的表面要求做到光亮且颜色统一,但是该公司试过很多方法和工艺,处理后的产品光亮度怎么打不到希望的效果。于是该公司在网上搜索“不锈钢电解抛光”找到凯盟,希望凯盟能帮助解决问题
304不锈钢钢管,产品的表面要求做到光亮且颜色统一,但是该公司试过很多方法和工艺,处理后的产品光亮度怎么打不到希望的效果。于是该公司在网上搜索“不锈钢电解抛光”找到凯盟,希望凯盟能帮助解决问题
 不锈钢水(304材质)管安装项目,目前产品已经生产完毕,不过产品表面光泽度比较暗淡,且无法过72小时的盐雾测试,于是该司在朋友的介绍下找到了凯盟公司,我司在了解完客户的问题后,给出了以下解决方
不锈钢水(304材质)管安装项目,目前产品已经生产完毕,不过产品表面光泽度比较暗淡,且无法过72小时的盐雾测试,于是该司在朋友的介绍下找到了凯盟公司,我司在了解完客户的问题后,给出了以下解决方
 不锈钢304滚花圆柱销件,是销往日本的工件,这个订单是该司第一次做国外的订单,公司特别的重视,但是却没想到在产品的表面度问题上未能达到日本客户的要求,急需提高产品的光亮度,找了白银市
不锈钢304滚花圆柱销件,是销往日本的工件,这个订单是该司第一次做国外的订单,公司特别的重视,但是却没想到在产品的表面度问题上未能达到日本客户的要求,急需提高产品的光亮度,找了白银市
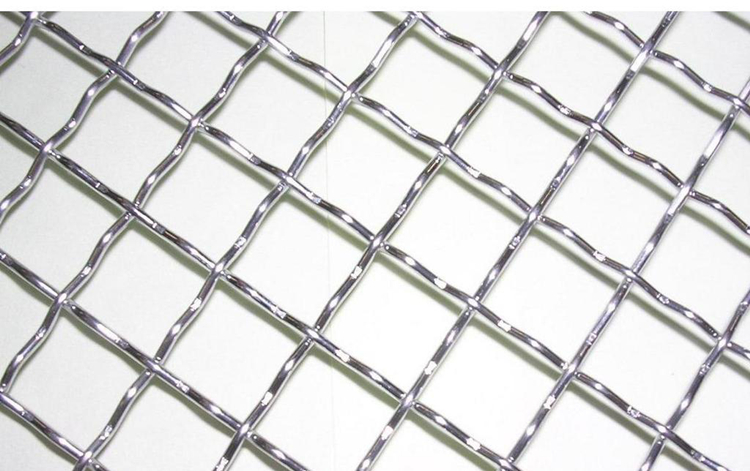
 不锈钢304筛网,筛网外表经过多道加工的磨损,不仅毫无光亮,而且还有很多油污,及其难看和处理。在无奈之下通过网络找到了凯盟,希望能帮助解决问题
不锈钢304筛网,筛网外表经过多道加工的磨损,不仅毫无光亮,而且还有很多油污,及其难看和处理。在无奈之下通过网络找到了凯盟,希望能帮助解决问题
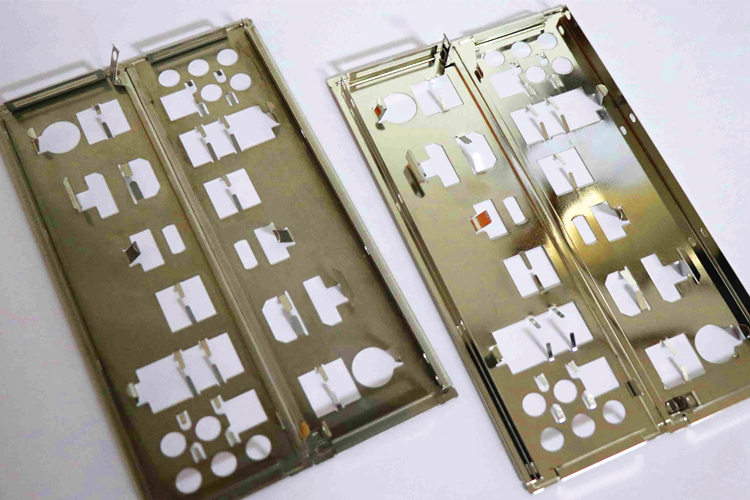
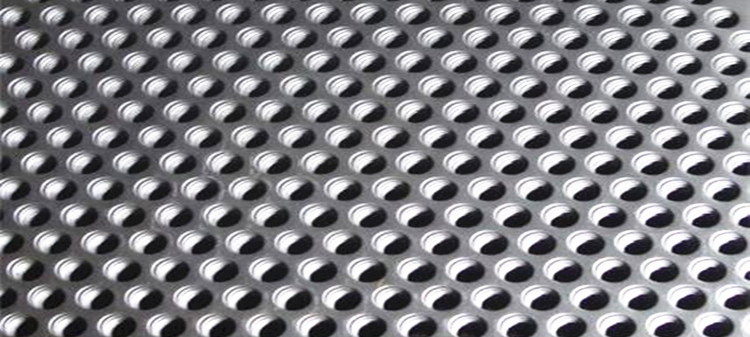 不锈钢304冲孔板产品的大单,该单是出口到德国的,那边的客户对产品质量要求非常严格。不仅要求该产品在酸洗后保持颜色一致还要过中性盐雾72小时,该司寻遍了江苏省都找不到能解决他们问题的人,最后通过网络看到凯盟是做不锈钢酸洗钝化的行家,希望能解决他们的难题。(经凯盟系列药水酸洗过后的产品完全达到了客户预期的效果
不锈钢304冲孔板产品的大单,该单是出口到德国的,那边的客户对产品质量要求非常严格。不仅要求该产品在酸洗后保持颜色一致还要过中性盐雾72小时,该司寻遍了江苏省都找不到能解决他们问题的人,最后通过网络看到凯盟是做不锈钢酸洗钝化的行家,希望能解决他们的难题。(经凯盟系列药水酸洗过后的产品完全达到了客户预期的效果
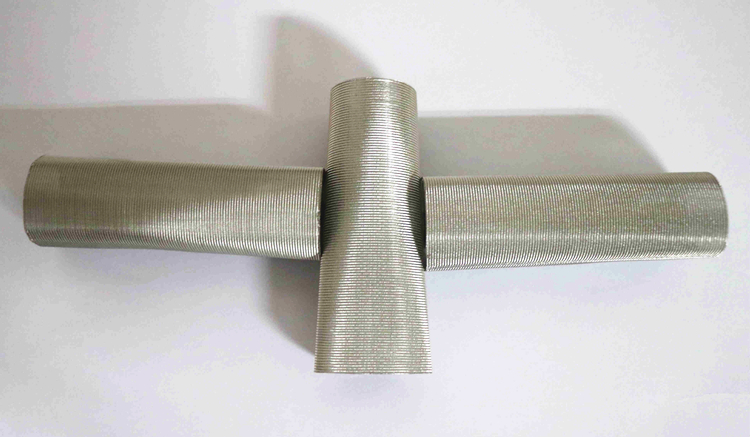
 不锈钢303筛网产品需要酸洗钝化,要求酸洗后表面颜色一致,不能有反光现象。找了很多处理药水都达不到要求,最后通过网络找到凯盟并寄来工件来试样。(经凯盟系列药水酸洗过后的产品效果,客户很满意,效果很稳定,目前该司在凯盟的酸洗钝化液的配合下已经是大批量生产了,每月产出量可达30余吨,已达成长期合作
不锈钢303筛网产品需要酸洗钝化,要求酸洗后表面颜色一致,不能有反光现象。找了很多处理药水都达不到要求,最后通过网络找到凯盟并寄来工件来试样。(经凯盟系列药水酸洗过后的产品效果,客户很满意,效果很稳定,目前该司在凯盟的酸洗钝化液的配合下已经是大批量生产了,每月产出量可达30余吨,已达成长期合作
 不锈钢304材质的产品处理达到72小时的中性盐雾,我司结合客户工件的特性给出了如下解决方案,并通过了72小时的盐雾测试
不锈钢304材质的产品处理达到72小时的中性盐雾,我司结合客户工件的特性给出了如下解决方案,并通过了72小时的盐雾测试
 不锈钢304圆环,产品出现了表面黯淡无光,且有少量锈迹,需要做除锈和抛光处理
不锈钢304圆环,产品出现了表面黯淡无光,且有少量锈迹,需要做除锈和抛光处理
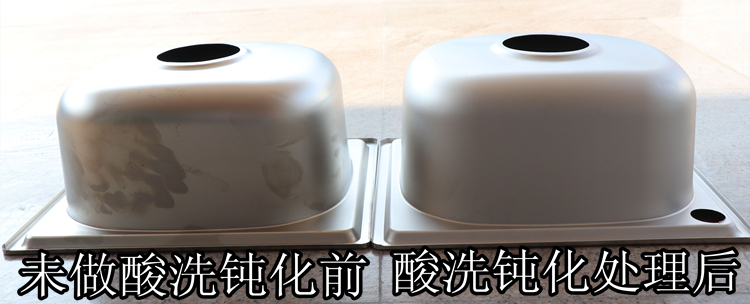 不锈钢洗碗池,材质为316比较好的,要求是表面光亮整洁,颜色统一(不锈钢银白色),再提供一份中性盐雾测试48小时的检测报告。但是该公司目前生产出来的工件却远远不能满足客户的要求,表面残留有大量的工业切削油,而且还有氧化皮,颜色无光,防腐能力更是连12小时都过不了。通过朋友的介绍,找到凯盟,希望能将上述问题得
不锈钢洗碗池,材质为316比较好的,要求是表面光亮整洁,颜色统一(不锈钢银白色),再提供一份中性盐雾测试48小时的检测报告。但是该公司目前生产出来的工件却远远不能满足客户的要求,表面残留有大量的工业切削油,而且还有氧化皮,颜色无光,防腐能力更是连12小时都过不了。通过朋友的介绍,找到凯盟,希望能将上述问题得
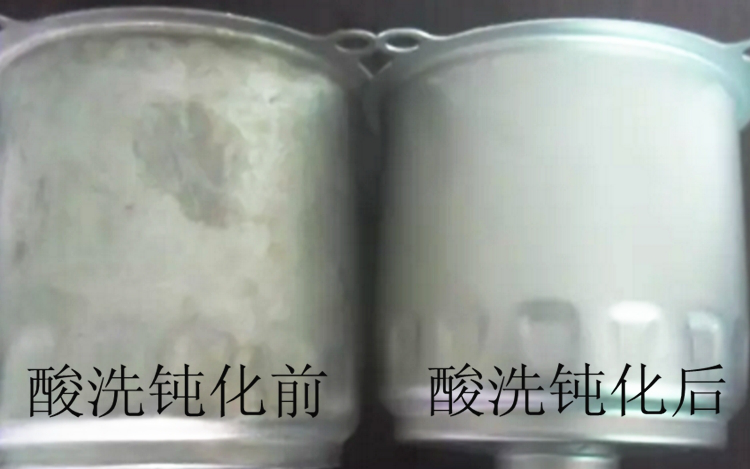
 不锈钢储罐在生产出来后置于仓库不到一个月就生锈了,生锈的原因却并不是不锈钢的原材料和产品的质量问题。而是因为不锈钢储罐经过多道工序生产时本身就破坏了该材料的金相组织,使得不锈钢的抗氧化能力大大降低,然后又放置在空气中,所以就更容易与空气中的水分接触,就更容易生锈了。于是该司找到凯盟,想让凯盟给出一个解决该工件的防腐方
不锈钢储罐在生产出来后置于仓库不到一个月就生锈了,生锈的原因却并不是不锈钢的原材料和产品的质量问题。而是因为不锈钢储罐经过多道工序生产时本身就破坏了该材料的金相组织,使得不锈钢的抗氧化能力大大降低,然后又放置在空气中,所以就更容易与空气中的水分接触,就更容易生锈了。于是该司找到凯盟,想让凯盟给出一个解决该工件的防腐方
 在加工过程中,经过卷板、扎边、焊接等处理工艺,表面产生了黑色的氧化皮,非常难看,降低了工件才防腐性能(要求过48小时盐雾)。这种坚硬的灰黑色氧化皮主要是NiCr2O4和NiF二种EO4成分,以前客户是采用氢氟酸和硝酸进行强腐蚀方法去除。但这种方法成本太高,腐蚀性较大,又污染环境,还对人体有害,被淘汰了。于是客户找到凯盟,希望能用凯盟的酸洗钝化工艺解决问题
在加工过程中,经过卷板、扎边、焊接等处理工艺,表面产生了黑色的氧化皮,非常难看,降低了工件才防腐性能(要求过48小时盐雾)。这种坚硬的灰黑色氧化皮主要是NiCr2O4和NiF二种EO4成分,以前客户是采用氢氟酸和硝酸进行强腐蚀方法去除。但这种方法成本太高,腐蚀性较大,又污染环境,还对人体有害,被淘汰了。于是客户找到凯盟,希望能用凯盟的酸洗钝化工艺解决问题
 不锈钢304五金冲压件,生产出来后发现表面光亮度达不到客户要求的,于是停止了生产,找寻能将产品的光亮度提高的办法,通过朋友的介绍得知凯盟有做不锈钢电解抛光的药水和技术,该司的生产负责部经理马上致电咨询凯盟
不锈钢304五金冲压件,生产出来后发现表面光亮度达不到客户要求的,于是停止了生产,找寻能将产品的光亮度提高的办法,通过朋友的介绍得知凯盟有做不锈钢电解抛光的药水和技术,该司的生产负责部经理马上致电咨询凯盟
 不锈钢201水杯的过滤器,需要将暗淡的过滤器表面处理成哑光色,但不知道该怎么处理,又急着出货,于是通过网络找到我司官网,打来电话希望我司帮助解决问题……以下为我司结合客户的问题给出的工艺方案(方案已通过客户检
不锈钢201水杯的过滤器,需要将暗淡的过滤器表面处理成哑光色,但不知道该怎么处理,又急着出货,于是通过网络找到我司官网,打来电话希望我司帮助解决问题……以下为我司结合客户的问题给出的工艺方案(方案已通过客户检
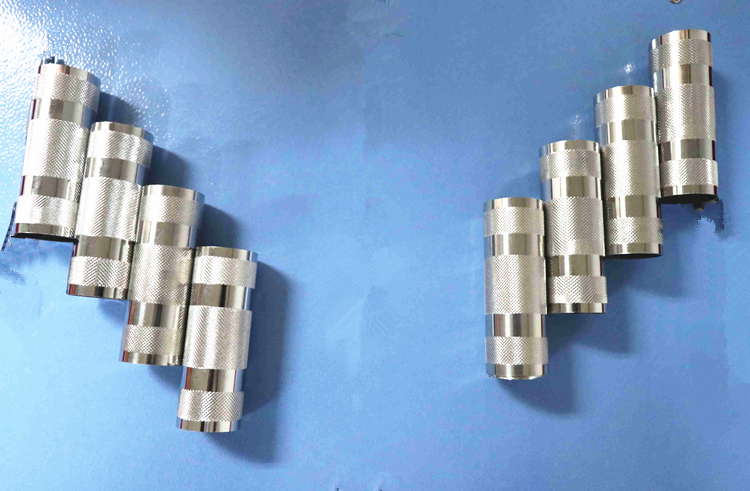
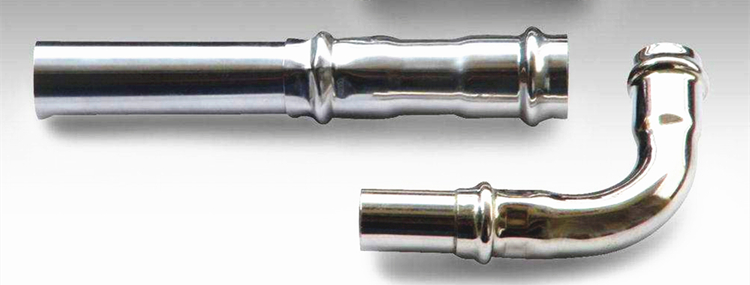 不锈钢304的钢管接口需要做抛光处理,试了很多厂家的技术都得不到他们客户的认可,机缘巧合之下通过网络找到了凯盟,希望能将他们的产品抛光问题解
不锈钢304的钢管接口需要做抛光处理,试了很多厂家的技术都得不到他们客户的认可,机缘巧合之下通过网络找到了凯盟,希望能将他们的产品抛光问题解
 手表的配件,不锈钢表壳,急需出口到意大利的产品,国外的客户要求比国内严格,起初该公司自己以前的电解抛光液药水处理完的产品在国内销售是完全没有问题的,但是这次是出口的产品,送过去给客户检验,没想到都被退了回来,很直白的说了问题——产品的光亮度太暗,亮度不统一,外观难看。该公司将工件带回公司找了几家做表面处理的公司都没有解决问题
手表的配件,不锈钢表壳,急需出口到意大利的产品,国外的客户要求比国内严格,起初该公司自己以前的电解抛光液药水处理完的产品在国内销售是完全没有问题的,但是这次是出口的产品,送过去给客户检验,没想到都被退了回来,很直白的说了问题——产品的光亮度太暗,亮度不统一,外观难看。该公司将工件带回公司找了几家做表面处理的公司都没有解决问题




