
相信做五金的朋友对于粗糙度(也叫粗度)这个名词应该不会太陌生,日企大多标注为粗さ.我们知道一块原材料从毛坯开料到切削、折弯、拉丝打磨或无芯研磨,最后制成成品前大多会进行更精度的抛光处理。目的就是为获得粗糙度值更低的表面。对于表面的平整度要求越高、相应的粗度值要求也就越高。通过我们长期与五金行来朋友接触的了解,很多人对粗度的认知就只知道是Ra值,这其料也没有错、但很不全面。至于粗度评价的标准到底有哪些?Ra值又是什么?如何判定表面的粗糙度?等等知识没有充分的了解,基于此凯盟作为专业的表面服务提供商特整理了一些与此相关的知识供与大家一起分享!
机械抛光的作用
机械抛光整平的作用:用磨光轮或带对金属表面进行磨削加工,利用磨粒的压力在金属表面不断发生挤压变形的作用下去除金属表面的毛刺、氧化物、锈蚀及焊斑等,提高表面的平整度和光泽度。
影响机械抛光质量的因素:
A、磨料的种类:人造金刚砂(sic),人造 刚玉(Al2O3)及天然金刚砂
B、磨料的粒度(即目数),抛光时为达到平整的目的,一般采用逐级减小粒度的方式(目数值越大颗粒度越小),加上抛光膏的作用可以达到镜面的效果。
C、抛光的速度:速度一般越快光亮度和平整度就越好
D 抛光轮的种料:目前常用抛光轮有麻布轮、棉轮和毛毡等
磨料粒度的选择
| 分类 | 粒度/目 | 用途 |
| 粗磨 |
12~20 24~40 |
磨削量大,除去厚的不平度、氧化皮和非常粗糙的表面 |
| 中磨 |
50~80 100~150 |
磨削量中等,除去粗磨后的痕迹为精磨作准备 |
| 精磨 |
180~240 280~360 |
磨削量小,加以得到非常平整的表面镜面抛光作准备 |
粗糙度:是指在限定表面范围内、采用特定的评价方法计逄出的值的大小。一般来说值越小,说明表面越趋于平整。
粗糙度的相关术语:
真表面:在限定的范围内,金属表面的空间分布状态
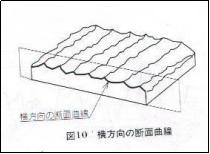
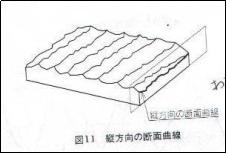
断面曲线:在真表面纵向或横向切断后,切口所出现的交线
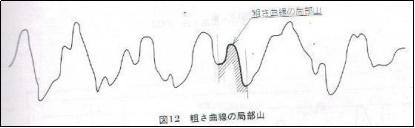
波峰(山):粗度曲线实体的二个相邻点相对实体距离最小的点,如下图
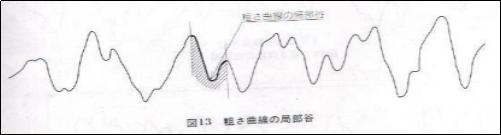
波谷:粗度曲线空间上二个相邻点点距离最大的点,见下图
粗度的评价方法:
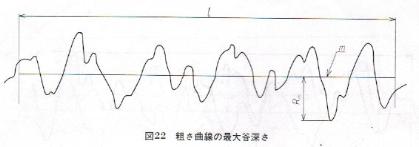
A、粗度曲线最大深度Rmax,是指的距离测量基准线最低的一个谷点值
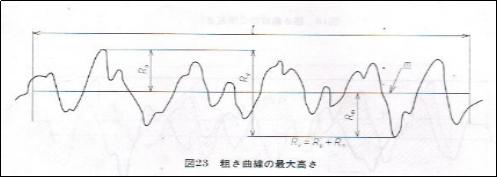
B 粗度曲线最大高度Ry=Rp+Rm,即距离测量基准线最大值与最低点值之和
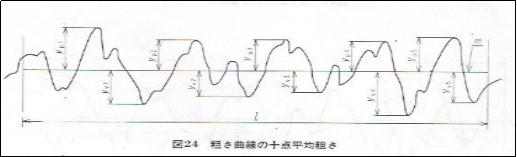
C 粗度曲线的十点平均值Rz:在选定长度的粗度曲线内各选取5组最高点与5个最低点之和平均求值,体现的是表面的整体粗度范围
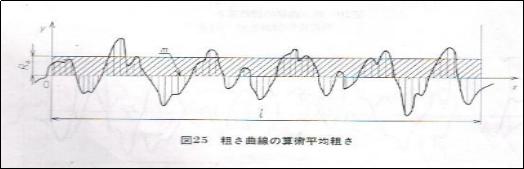
D 粗度曲线的算术平均值Ra:在基准的粗度曲线标高的绝对值的算术平均值,通过本计算方法可以知道,这种评价方法反现的是表面的整体粗度趋势。在我们国内比较常用的一种评价方式,原理如下图
第一种直观的目视法,标准如下:
机加工、外协加工及检验中在没有数显粗糙度仪器等检测手段的情况下用目视的方法依以下
| 标准检测判定工件表面粗糙度: | ||||
| 表面要求 | 表面特征 |
Ra(um) 表面粗糙度 |
加工方法 |
旧国标光洁 度级别代号 |
| 不加工 | 毛胚表面清除毛刺 | 100 | ∽ | |
| 粗加工 | 明显可见刀纹 | 50 |
粗车 粗铣 粗刨 钻 粗锉 |
▽1 |
| 可见刀纹 | 25 | ▽2 | ||
| 微见刀纹 | 12.5 | ▽3 | ||
| 半精加工 | 可见加工痕迹 | 6.3 |
半精车 精车 精铣 精刨 粗磨 |
▽4 |
| 微见加工痕迹 | 3.2 | ▽5 | ||
| 不见加工痕迹 | 1.6 | ▽6 | ||
| 精加工 | 可辨加工痕迹的方向 | 0.8 |
精铰 刮 精拉 精磨 |
▽7 |
| 微辨加工痕迹的方向 | 0.4 | ▽8 | ||
| 不辨加工痕迹的方向 | 0.2 | ▽9 | ||
| 精密加工 | 暗光泽面 | 0.1 |
精密磨削 珩磨 研磨 超精加工 抛光 |
▽10 |
| 亮光泽面 | 0.05 | ▽11 | ||
| 镜状光泽面 | 0.025 | ▽12 | ||
| 雾状光泽面 | 0.012 | ▽13 | ||
| 镜面 |
镜面磨削 研磨 |
▽14 | ||




不锈钢循环管道怎么进行酸洗钝化处理工艺

316不锈钢电子元器件电解抛光解决方案

304不锈钢音响网片电解抛光解决方案




